我們一直走(zǒu)在創新的路上,
我們專注於我們從事的事業!
我們專注於我們從事的事業!
180-522-12399
180-522-12399

公司地址:江蘇省徐州市雲龍區新銳領(lǐng)地A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253
網址: www.wlltsc.com
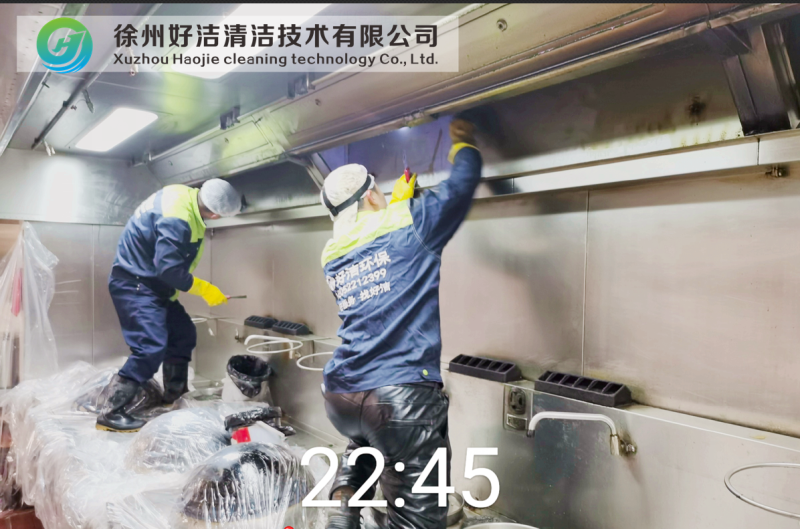
我們都知道(dào),酒(jiǔ)店、飯店、餐館大型油煙機的排煙管道使用一段時間後,油煙管道的表麵會沉積一層油垢,會有很多油漬殘留在煙機上和煙道(dào)表麵,時間久了會形成油垢,簡(jiǎn)單(dān)清洗是處理不掉的,這樣會影響油煙機(jī)、煙道的使用,使煙流不(bú)易排除。大型油煙機(jī)不清洗(xǐ)的危害你知道嗎?
1、容易損壞電機
權威機構曾做過這樣的測試:油煙(yān)機在長期沒有進行清洗過的情況下工作,開機時的(de)電流量是正常值的3-6倍,這樣容(róng)易燒毀電機。因此定期對大型油煙機清洗對(duì)電機有一(yī)個很好的保護作用(yòng)!並能達到節省用電支出的效果!
2、縮(suō)短油煙機(jī)使用壽命
油煙機長期使用,油汙日積月累,大量的油汙(wū)發生氧化而形成酸性物質,腐蝕油煙機,造(zào)成油(yóu)煙機生鏽,加速油煙機老化,縮短使用壽命。

3、大大降低(dī)油煙機(jī)吸力(lì)
油汙的囤積是讓油煙機吸力衰退的(de)主因之一,油煙機葉輪、煙道上粘上(shàng)大量的油汙,必定增加(jiā)葉(yè)輪(lún)重量、增加風輪轉(zhuǎn)動動能,讓煙機運轉更吃(chī)力,大大降低吸力。
4、噪音增大,影響作息
油汙附著在電機轉軸(zhóu)上,日子久了會成為(wéi)頑固汙漬更難以清洗,運行時加大了摩擦力,形成的噪音更明顯(xiǎn)了,同時使電機負荷加大費電,加大葉扇(shàn)的負(fù)重,而導致葉扇工作不正(zhèng)常。
5、容易(yì)造成火災
油垢越積越多,無疑加大了各零件的負重,煙機運行會變得更吃力,容易造成線路故(gù)障而引發(fā)火災隱患。
清洗油煙機刻不容(róng)緩(huǎn)!
近年來,隨著人(rén)們對(duì)廚房衛生的關注,大型油煙機清洗市場前景有著不可估量的爆發力。

")
公司地址:江蘇省徐州市雲龍區新銳領地(dì)A45-4-1801
郵箱:1153701253@qq.com
手機:180-522-12399
業務QQ:1153701253